時(shí)間:2021-01-30 19:50來源:原創(chuàng) 作者:智泰咨詢 點(diǎn)擊:
次
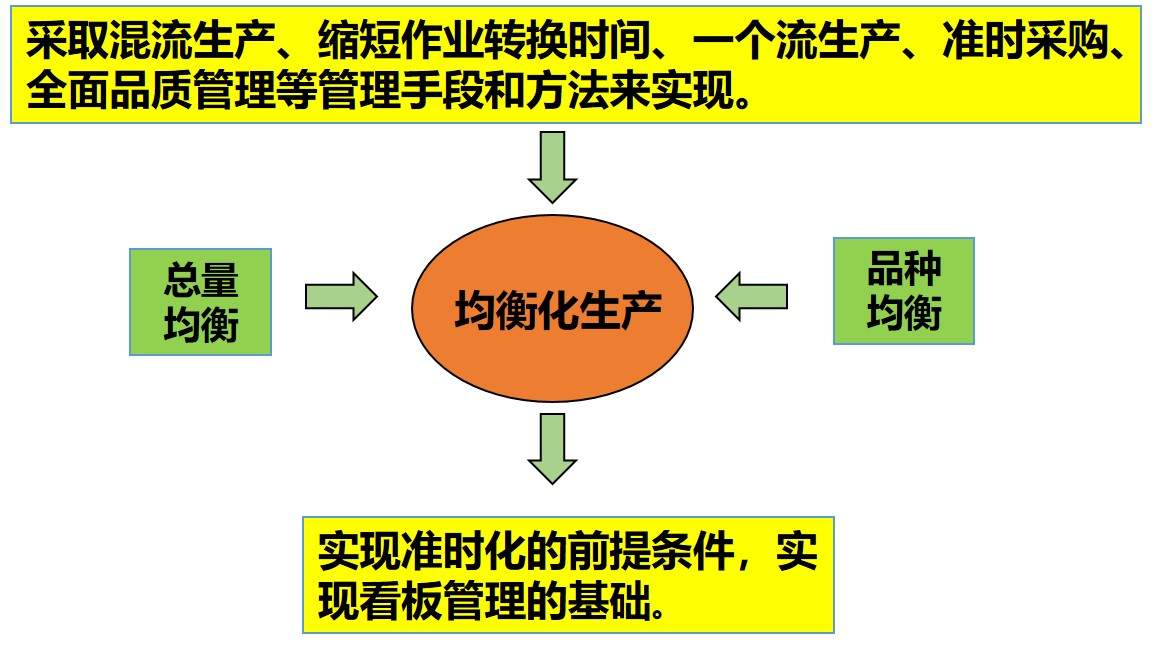
均衡化生產(chǎn)是實(shí)現(xiàn)精益生產(chǎn)即“適時(shí)、適量���、適物”生產(chǎn)的必要條件,也是當(dāng)今制造型企業(yè)選擇的新型的生產(chǎn)運(yùn)作模式��,是適應(yīng)新的市場(chǎng)環(huán)境條件下的生產(chǎn)管理技術(shù)�����,應(yīng)對(duì)多品種�����,少批
什么叫均衡化生產(chǎn):
所謂均衡化生產(chǎn)����,是指企業(yè)采購、制造以及配送的整個(gè)過程都與市場(chǎng)需求相符合。采用均衡化意味著最終供貨與需求相適應(yīng)���,同時(shí)從需求開始進(jìn)行拉動(dòng),總裝配線在向前工序領(lǐng)取零部件時(shí)應(yīng)均衡地使用各種零部件,生產(chǎn)各種產(chǎn)品。為此在制定生產(chǎn)計(jì)劃時(shí)就必須加以考慮�����,然后將其體現(xiàn)于產(chǎn)品生產(chǎn)順序計(jì)劃之中�。
均衡化生產(chǎn)是實(shí)現(xiàn)精益生產(chǎn)即“適時(shí)、適量、適物”生產(chǎn)的必要條件����,也是當(dāng)今制造型企業(yè)選擇的新型的生產(chǎn)運(yùn)作模式���,是適應(yīng)新的市場(chǎng)環(huán)境條件下的生產(chǎn)管理技術(shù)��,應(yīng)對(duì)多品種,少批量的生產(chǎn)制造要求。
均衡化生產(chǎn)概念:
浪費(fèi)、負(fù)載過重與不均衡概念
杜絕浪費(fèi)是精益管理方式的核心���。在日語中浪費(fèi)用“Muda”表示,在精益生產(chǎn)方式中,“Muri”(負(fù)荷過重)和“Mura”(不均衡)也與Muda同等重要�����。
浪費(fèi)(Muda):未能創(chuàng)造價(jià)值���,不增值的活動(dòng)
不均衡(Mura):可視為上述兩“M”的波動(dòng)結(jié)果, 其來自不合理的生產(chǎn)日程,或是由于內(nèi)部問題而導(dǎo)致的產(chǎn)量波動(dòng)
負(fù)荷過重(Muri):員工或設(shè)備的負(fù)荷過重
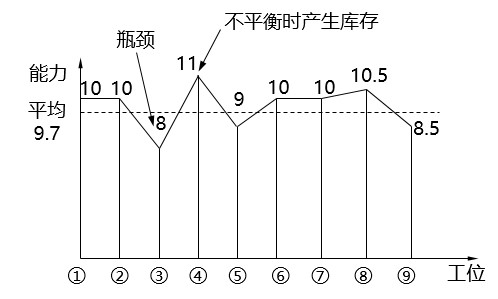
工廠中生產(chǎn)線工位生產(chǎn)能力不均衡示例:
工位③能力最低易造成生產(chǎn)瓶頸����,工位④能力最大易產(chǎn)生庫存,這種能力不均會(huì)引起浪費(fèi)。因此,要盡可能地減少這種不均衡的產(chǎn)生�,即消除不平均現(xiàn)象的均衡化���。
批量生產(chǎn)均衡化案例:
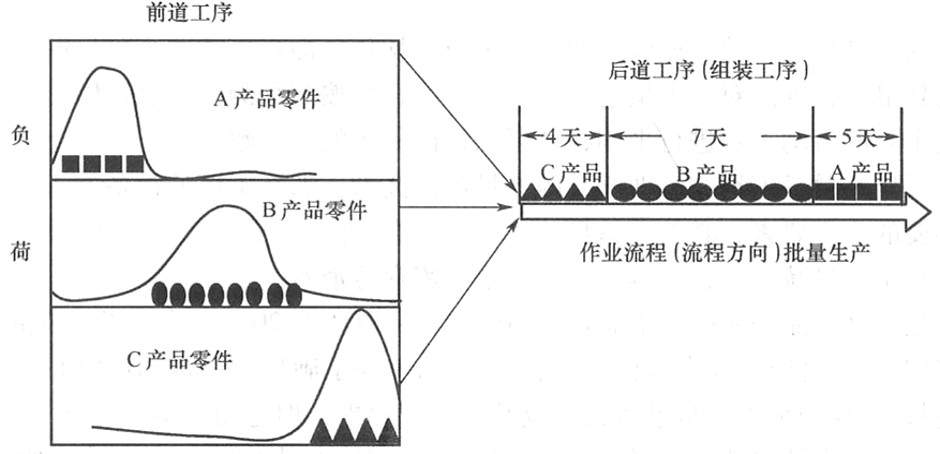
批量生產(chǎn)的不平衡
為避免浪費(fèi)�����,后道工序不應(yīng)采用集中連續(xù)的順序裝備同一產(chǎn)品,而應(yīng)采用在某一時(shí)間單位內(nèi)各品種出現(xiàn)的比率均等的順序進(jìn)行裝配(采用混流生產(chǎn)),即均衡化生產(chǎn)��。這樣前道工序的負(fù)荷就會(huì)減少���,每日平均生產(chǎn)成為可能���。如下圖:
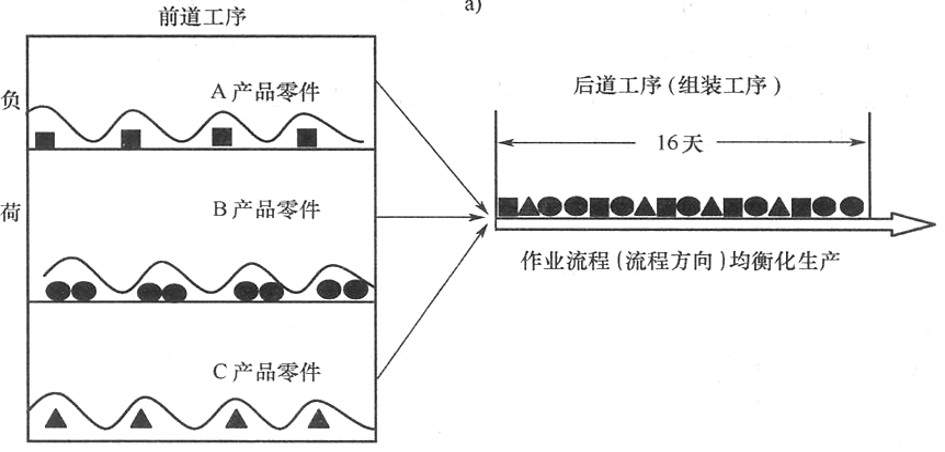
混流生產(chǎn)的均衡化
均衡化生產(chǎn)概念:
均衡化生產(chǎn)也稱平準(zhǔn)化生產(chǎn)��,各種產(chǎn)品的生產(chǎn)節(jié)拍與對(duì)應(yīng)產(chǎn)品的平均銷售節(jié)拍一致���。
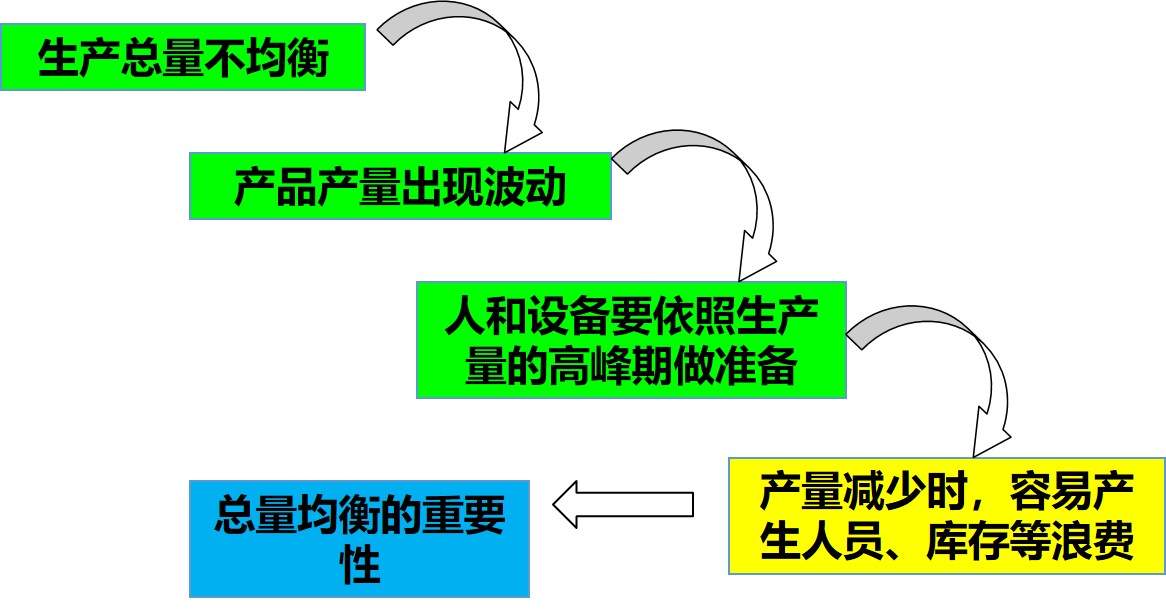
總量均衡:
定義:總量均衡就是將一個(gè)單位期間內(nèi)的總訂單量平均化�����,即將連續(xù)兩個(gè)單位期間的總生產(chǎn)量的波動(dòng)控制到最小程度。
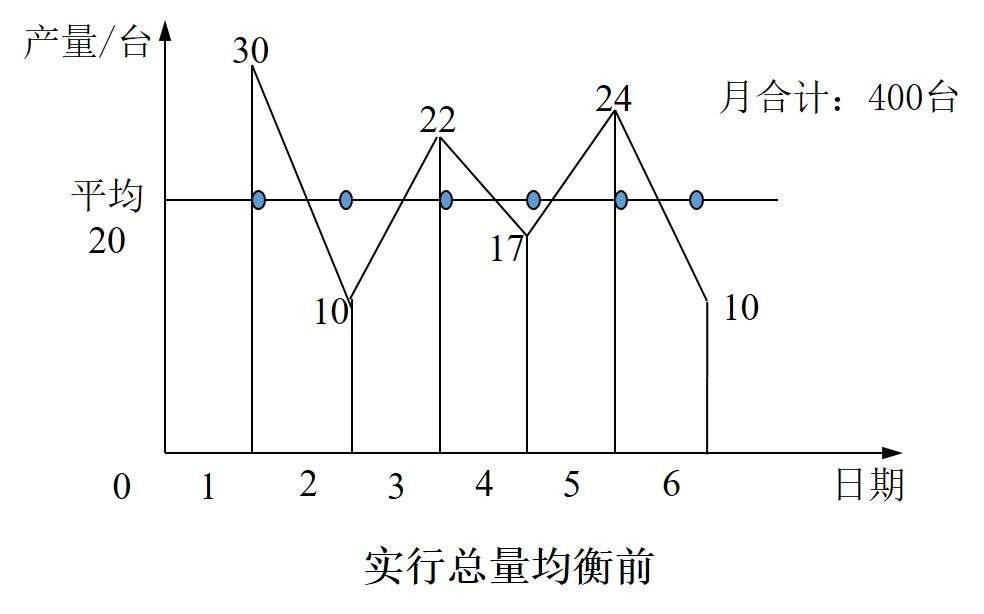
總量均衡案例分析:
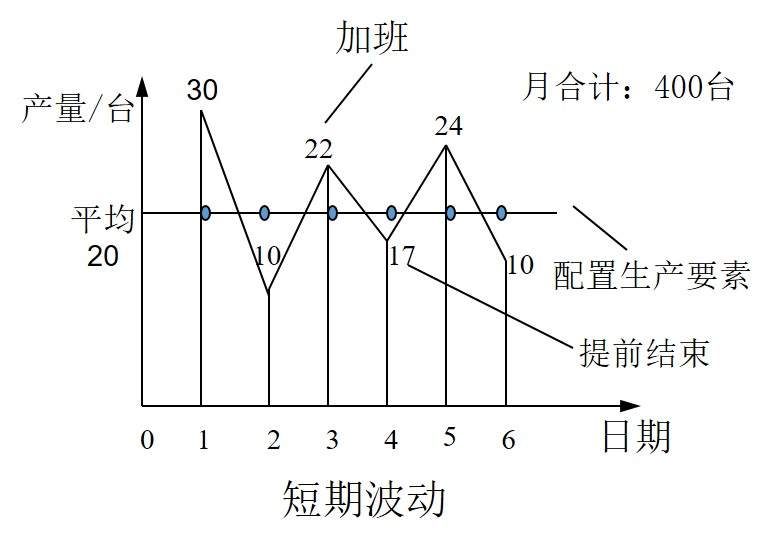
某月某產(chǎn)品的實(shí)際需求量為400臺(tái),一月生產(chǎn)20天�����,每日生產(chǎn)量的需求不同���,最高日30臺(tái)/日�,最低日10臺(tái)/日,如圖所示。
如果采用總量均衡的辦法,是日產(chǎn)量保持一致,即每天生產(chǎn)20臺(tái)�����,則可以按這個(gè)產(chǎn)量準(zhǔn)備人員以及生產(chǎn)要素����。這樣���,總產(chǎn)量沒有減少���,人員以及生產(chǎn)要素卻可以減少1/3����,成本也就隨之降低。
實(shí)施總量均衡后����,雖然每天按照相同的數(shù)量準(zhǔn)備人員及生產(chǎn)要素�,但需求仍有可能產(chǎn)生波動(dòng)�,可分為短期波動(dòng)和長(zhǎng)期波動(dòng)兩種情況。
1.短期波動(dòng):
對(duì)于短期內(nèi)需求有小幅度波動(dòng)����,當(dāng)需求量增大時(shí)可以采取加班方式����,需求量減少時(shí)則提早結(jié)束生產(chǎn)����。
仍以某月生產(chǎn)400臺(tái)產(chǎn)品為例,如在當(dāng)天需求量稍大于20臺(tái)時(shí)���,靠加班即可解決;需求小于20臺(tái)時(shí)��,提前結(jié)束生產(chǎn)�����。
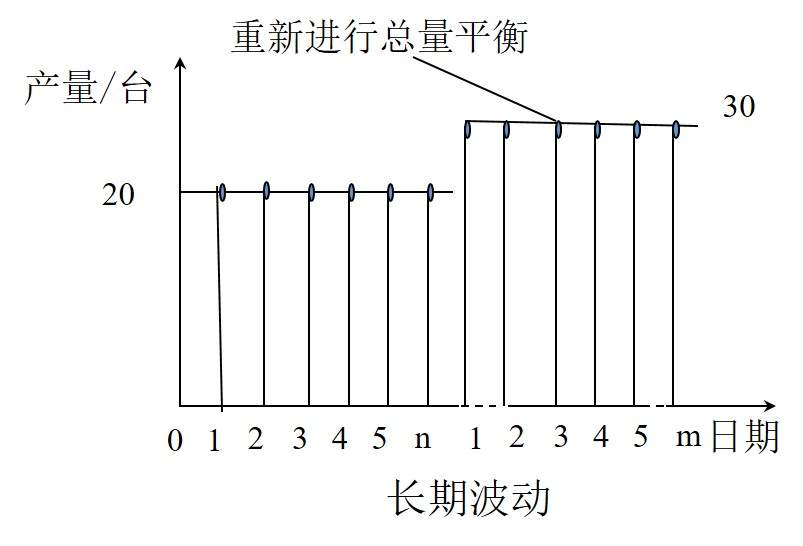
2.長(zhǎng)期波動(dòng):
對(duì)于周期性的大幅波動(dòng)��,則需要重新進(jìn)行總量均衡配置生產(chǎn)要素,而進(jìn)行產(chǎn)品總量均衡的周期由產(chǎn)品特點(diǎn)及工廠管理能力而定:產(chǎn)品需求量波動(dòng)頻繁則調(diào)整也應(yīng)頻繁進(jìn)行��,工廠管理能力強(qiáng)則可以在需要的時(shí)候及時(shí)調(diào)整����;如果不強(qiáng)則只能允許浪費(fèi)的存在或供不應(yīng)求。
如果完全按照準(zhǔn)時(shí)化生產(chǎn)��,則會(huì)產(chǎn)生生產(chǎn)要素配置的浪費(fèi)�����;如果不按準(zhǔn)時(shí)化生產(chǎn)����,則會(huì)產(chǎn)生庫存浪費(fèi)��。因而要權(quán)衡產(chǎn)能損失與庫存浪費(fèi)的最佳平衡點(diǎn)���。根據(jù)經(jīng)驗(yàn)�,日產(chǎn)量允許存在著一定的變化幅度����,但為保持人員和設(shè)備的穩(wěn)定性,應(yīng)把振幅控制在20%之內(nèi)���。
總之,生產(chǎn)總量均衡可以防止兩種浪費(fèi):
1.工廠在不同時(shí)期不均衡造成的浪費(fèi);
2.不同工序之間不均衡產(chǎn)生的浪費(fèi).
品種均衡的作用:
案例:
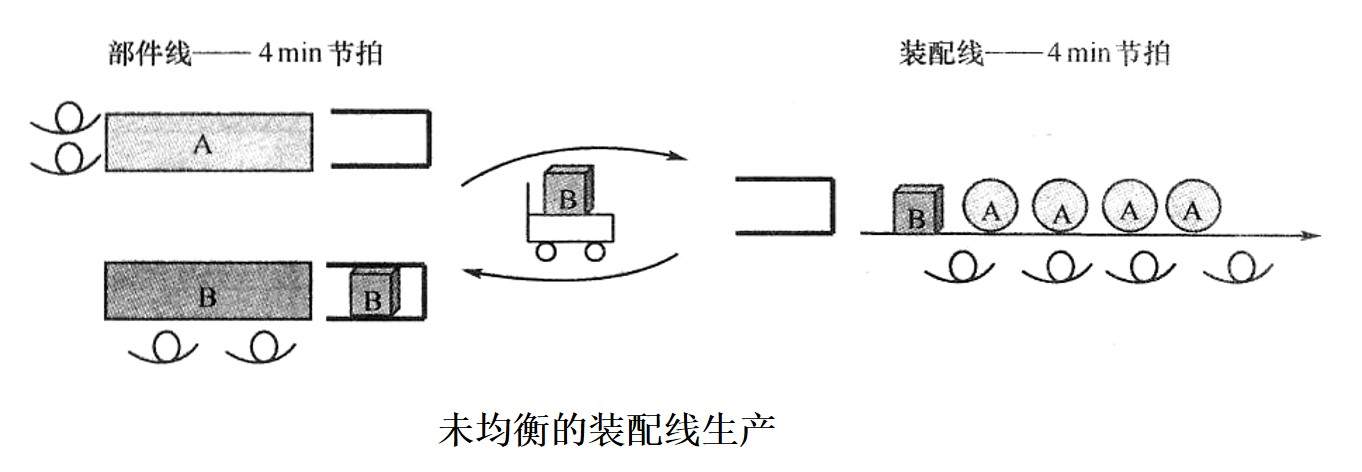
某汽車裝配線裝配A����、B兩種車型,裝配順序是4個(gè)A型車和2個(gè)B型車循環(huán)。裝配線和部件線的生產(chǎn)節(jié)拍都是4min,生產(chǎn)部件A和B的工序都需要兩名操作工。由于車型的不同而需要不同的部件�,即裝配A型車需要用到A部件��,裝配B型車需要用到B部件,如下圖所示。
(1)如果按照準(zhǔn)時(shí)化的生產(chǎn)要求進(jìn)行生產(chǎn)���,當(dāng)后工序裝配線裝配B型車時(shí),需要使用B部件,則生產(chǎn)A部件的生產(chǎn)線等待����,反之亦然��,這樣就造成了等待的浪費(fèi)。
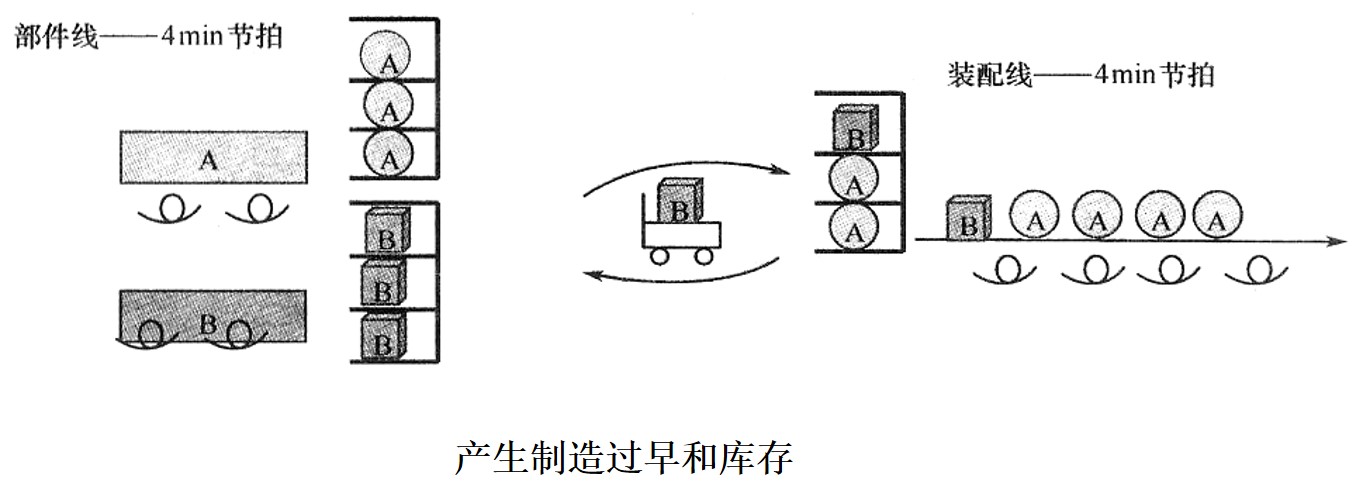
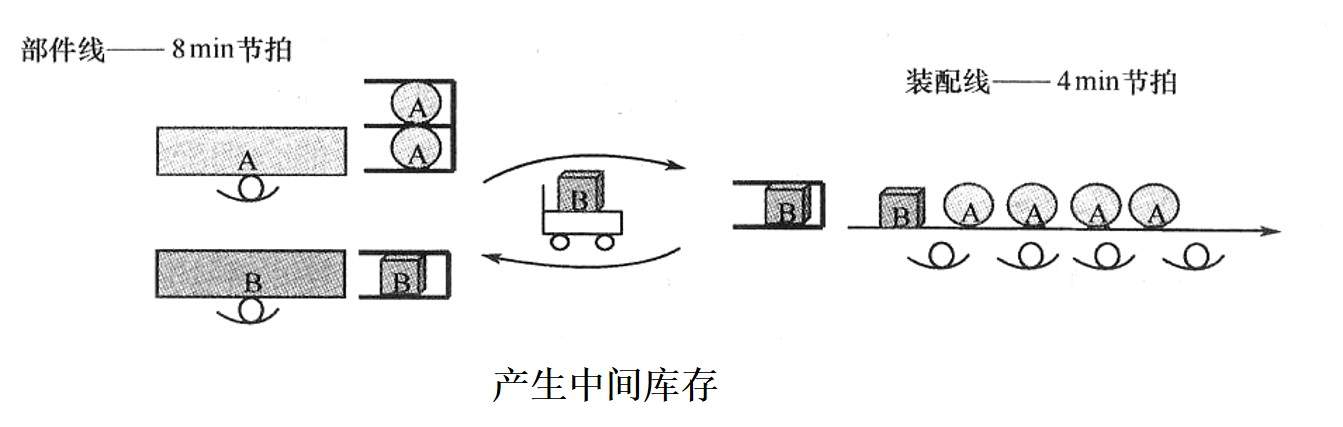
(2)部件線的生產(chǎn)節(jié)拍仍為4min,如果為了使各工序不等待,就會(huì)出現(xiàn)生產(chǎn)過剩而庫存增加��,造成生產(chǎn)過早的浪費(fèi)和庫存的浪費(fèi)���,如下圖:
(3)為了解決上述問題��,如果將部件線的生產(chǎn)節(jié)拍調(diào)整到8min,各工位無等待現(xiàn)象��,并且生產(chǎn)能力配置可減少50%(如部件線操作人員只需1人)。但是后工序的裝配線在使用其中一種部件時(shí),另一種部件會(huì)有中間庫存。例如���,后工序的裝配線在使用部件B時(shí),A部件線還在生產(chǎn),但A部件并未領(lǐng)取��,因此出現(xiàn)中間庫存���,最多時(shí)會(huì)出現(xiàn)2個(gè)A部件����。
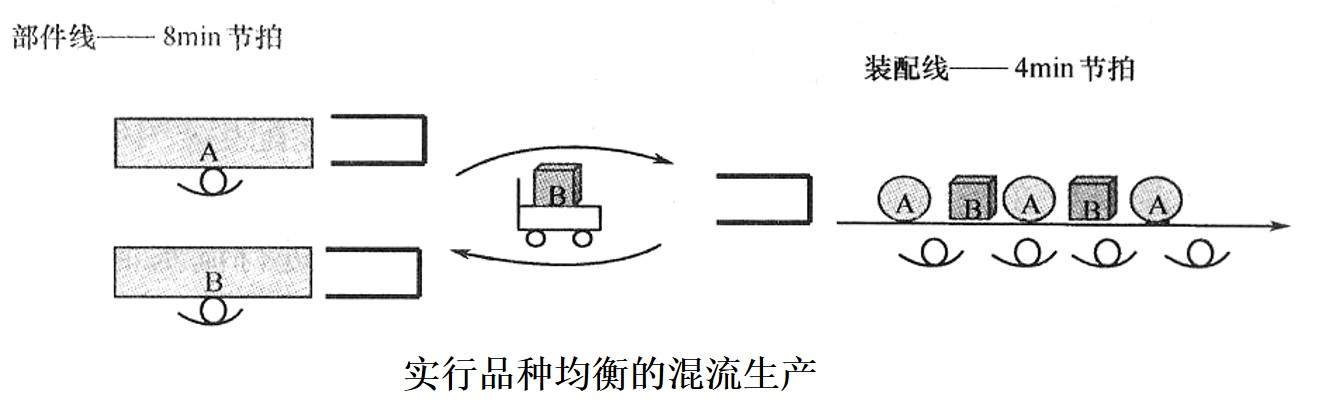
(4)若對(duì)后工序進(jìn)行品種均衡,按照“A—B—A—B—A…”循環(huán)順序進(jìn)行生產(chǎn),這樣可消除庫存和等待��,同時(shí)生產(chǎn)能力配置可減少50%�。
更多精益生產(chǎn)內(nèi)容請(qǐng)查閱:
精益生產(chǎn):
八大浪費(fèi):
價(jià)值流圖:
精益生產(chǎn)合作聯(lián)系電話/微信:137 5118 4775
(責(zé)任編輯:智泰咨詢)
 專業(yè)+敬業(yè)
專業(yè)+敬業(yè)
 手把手咨詢輔導(dǎo)
手把手咨詢輔導(dǎo)
 一次咨詢持續(xù)服務(wù)
一次咨詢持續(xù)服務(wù)
 咨詢性價(jià)比高
咨詢性價(jià)比高